




一些平时使用设备时的注意事项,希望对大家有所帮助
1、使用
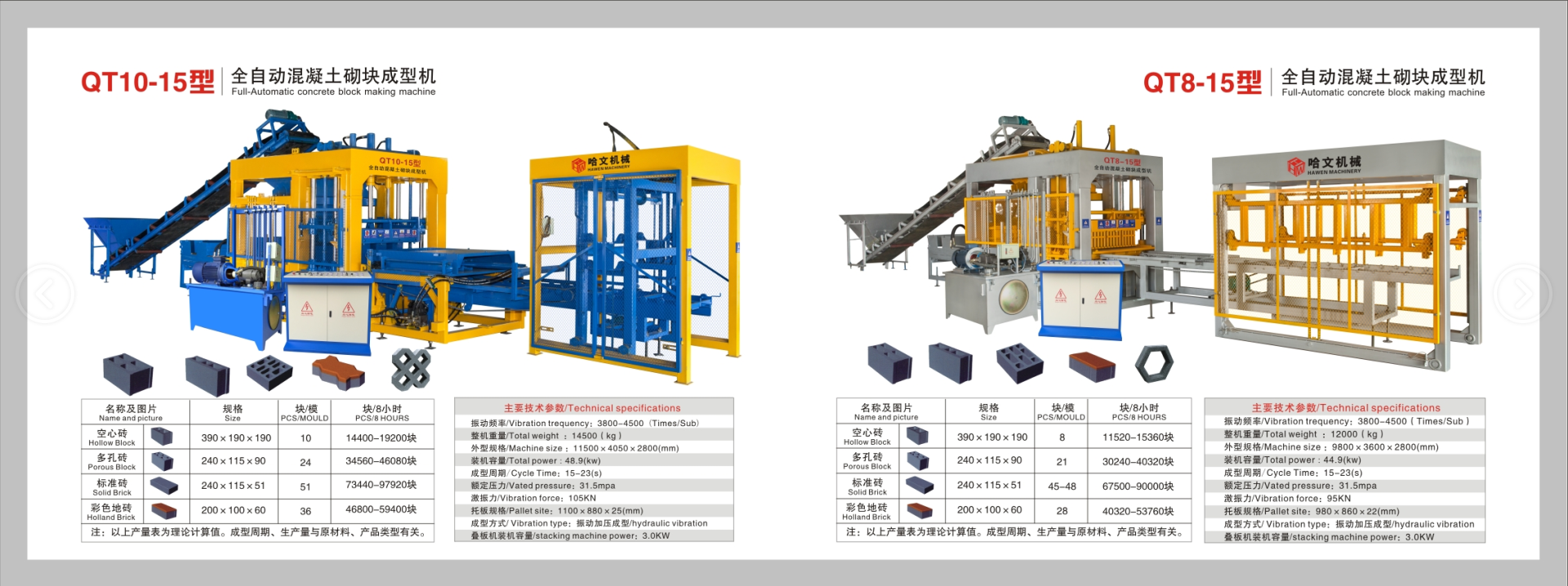
免烧砖设备生产线
前应将总调压阀调至不能将电机憋死或吃力过大。先将周转板放至下凹模底,然后启动电机,下压下模操纵杆,观察减震块的下压程度,应在2-3mm如下压过大,应逆时针调整下压阀,如减震块下压过小,应顺时针调整下压阀,直至调到行程合适为止,调试合格后,再将喂料斗的托料板调至与下凹模的上平面持平,调试合格后将各部螺丝禁锢,看是否能将下模上面的料刮净。
2、调试出砖时,如发现振捣器的振动力不足,应先检查上压头油缸是否压力过高,如过高应逆时针调整油缸上管路的泄压阀,直至出砖有强度为好,如托模时,因上压头压力过低,不能将砖定位导致砖面松散时,应顺时针调整油缸上管路的泄压阀,或者,在提起模具下凹模的同时轻轻搬动上凸模的扳手,使得上压头油缸保持一定的压力,能够保持凹模中的砖不随模具一起上升,从而减少出砖的破损率。
3、如调压阀失效,应提前检查调压阀内压力簧是否损坏,如有损坏应及时更换。
4、油缸如发现漏油现象,则是缸体内的密封件失去密封效果,应更换相应型号的密封件。
